Традиционная конструкция горного инструмента включает, корпус, содержащий посадочный хвостовик и режущую поверхность с закреплённой на его острие твёрдосплавной вставкой. Стойкость горного инструмента зависит от стойкости твёрдосплавного наконечника и стойкости корпуса. Эти факторы взаимосвязаны скоростью износа резца по длине. Наилучший результат достигается тогда, когда скорость износа твёрдосплавного наконечника равна скорости износа корпуса, и износ происходит равномерно по всему периметру. Опережающий износ корпуса приводит к вымыванию оболочки твёрдосплавной вставки и её последующему выпадению.
До настоящего времени для производства корпуса горного резца основными технологиями являлись резание или штамповка. В зависимости от технологии производства, корпус резца наследует свойственную этой технологии макроструктуру. Для производства корпуса резца используется пруток, полученный методом прокатки. Макроструктура исходного материала содержит непрерывные волокна, направленные вдоль образующей и примерно равномерно распределенные по сечению (рис.1).

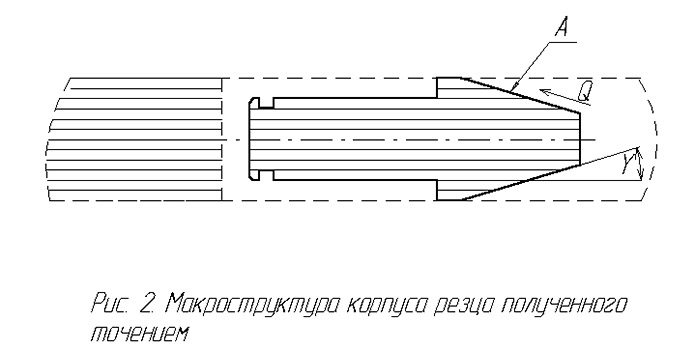
При производстве корпуса резца из этого материала методом резания часть волокон вырезается, они перестают быть непрерывными (рис.2), а это, как известно, существенно снижает общую прочность корпуса. На режущей части резца волокна выходят на образующую рабочей поверхности (А) под углом (g). При последующей эксплуатации резца, вдоль поверхности (А) действует сила трения (Q), направление которой совпадает с направлением образующей. Очевидно, что это обстоятельство вызывает снижение прочности материала в направлении действия силы трения. Величина снижения прочности пропорциональна синусу угла (g).
При производстве корпуса резца методом штамповки пруток деформируют, вызывая течение материала. Преобладающим направлением течения материала является поперечное оси и одновременно неравномерное. При горячей штамповке волокна сохраняют непрерывный характер. При холодной штамповке значительная часть волокон теряет непрерывный характер.
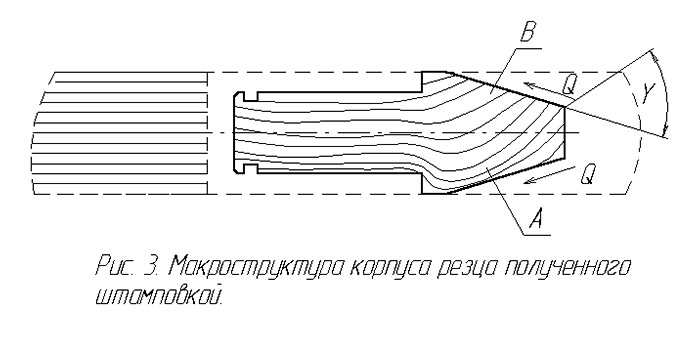
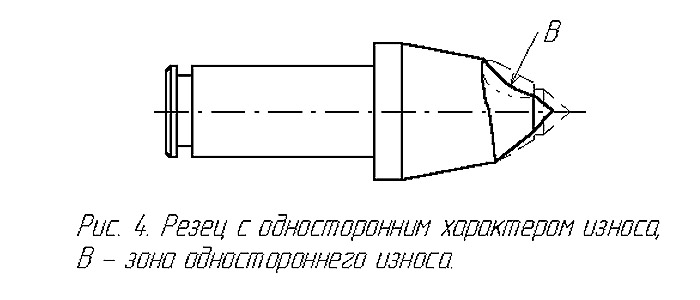
На рис.3 показана макроструктура, характерная процессу горячей штамповки. Макроструктура корпуса резца после штамповки содержит две ярко выраженные зоны: зону (А), где волокна уплотнены к поверхности, их направление близко совпадает с направлением силы трения (Q); и зону (В), где волокна удалены на более значительное расстояние, чем в зоне (А), и направлены под углом g к направлению силы трения (Q). Прочность зоны (А) по сопротивлению износу значительно выше прочности зоны (В). Таким образом, по периметру рабочей части изделия возникают две разно прочные зоны – (А) и (В), следствием наличия которых является неравномерный износ по периметру рабочей части изделия. Это явление вместе с несоосностью рабочей части относительно хвостовика являются причиной одностороннего износа. Как показано на рис. 4, в зоне (В) образуется выработка в виде кратера или плоской поверхности. Резцы, износ которых приобретает характер одностороннего, перестают вращаться, их дальнейший износ происходит лавинообразно. Обычно, если на резцах проявляется односторонний износ, их заменяют сразу, не дожидаясь полного износа.
Одним из следствий недостаточной прочности резца является его конструкция, где недостаток прочности материала режущей части корпуса компенсируется избыточной массой материала на рабочей поверхности, чтобы предотвратить его опережающий износ относительно твёрдосплавной вставки.
За последние годы в ЗАО «Белтехнология и М» разработана новая технология производства корпуса резца. Это технология клиновой прокатки, которая относится к процессам горячего деформирования. При клиновой прокатке, деформация заготовки осуществляется в радиальном направлении в процессе вращения заготовки. Течение материала направлено вдоль оси заготовки. Такая схема воздействия на заготовку позволяет формировать осе симметричную макроструктуру с непрерывными волокнами, где волокна уплотнены к поверхности и направлены вдоль образующей (рис.5).

Расположение волокон корпуса резца, полученного методом клиновой прокатки (рис.5), указывает на возможность формирования макроструктуры наилучшим образом удовлетворяющей условиям эксплуатации, которая позволят достичь значительно более высокой прочности, чем при точении или штамповке.
Для проверки сделанных выводов были проведены промышленные испытания горного инструмента, полученного клиновой прокаткой. Испытания проводились в шахтах ПО «Беларуськалий» (г.Солигорск) и на шахтах Донецкого угольного бассейна.
На шахтах ПО «Беларуськалий» испытывались резцы РКС-1, полученные методом резания и методом клиновой прокатки. В результате испытаний установлено, что износостойкость корпуса возросла в среднем на 30%. В результате износ твердосплавного наконечника стал опережать износ корпуса.
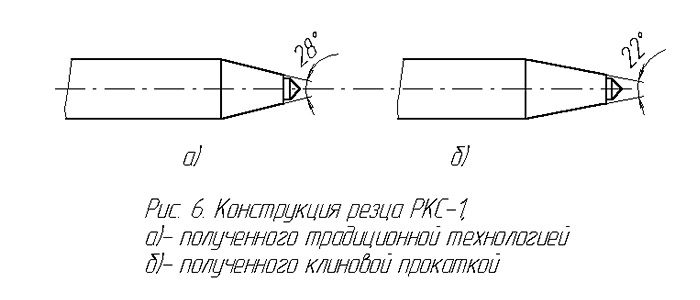
Это позволило изменить конструкцию самого резца путем уменьшения угла его заострения с 28 градусов до 22, (рис.6). Уменьшение угла заострения резца способствовало снижению усилия резания в пределах от 5% до 10%, что позволило соответственно, увеличить подачу на резец.
Результаты испытания резцов на ПО «Беларуськалий» были использованы при разработке резцов для угольных комбайнов. Основываясь на данных о величине износостойкости резцов, полученных клиновой прокаткой, используя аналогию в подходе, была разработана новая конструкция режущей части резца для угольных комбайнов. Объем рабочей части корпуса был уменьшен в среднем на 30%.
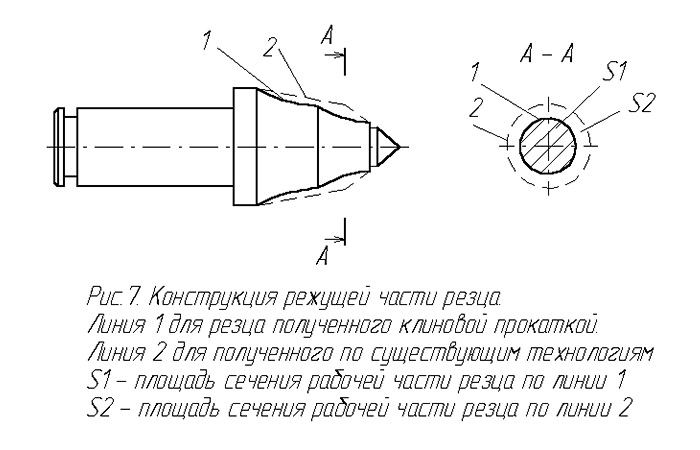
На рис.7 традиционная конструкция режущей части резца (линия 2) совмещена с новой конструкцией (линия 1). Площадь максимального сечения рабочей части резца традиционной конструкции (S2) уменьшена относительно площади сечения резца новой конструкции (S1) на 60%.
Результаты испытаний, которые проводились на шахте «Краснолиманская» (Украина), показали, что стойкость резцов, корпуса которых были получены клиновой прокаткой, возросла более чем в два раза.
Выводы:
- Макроструктура корпуса горного инструмента существенно влияет на его износостойкость.
- При производстве корпусов горного инструмента методом клиновой прокатки существенно возрастает их износостойкость.