Метод поперечно-клиновой прокатки позволяет производить изделия из заготовок (рис. 1) имеющих круглое 1, шестигранное 2 или квадратное сечение 3, а так же из трубы 4. В результате прокатки, начальный профиль преобразуется в круг 5,6.

Рисунок 1 - 1, 2, 3, 4 - исходное сечение заготовки; 4, 5 - конечное сечение
При осуществлении клиновой прокатки (рис. 2) сечение заготовки деформируется в круг меньшего диаметра или с преобразованием локального участка из круга меньшего диаметра в круг большего диаметра. Процесс прокатки с увеличением диаметра получил название прокатка с набором.

Рисунок 2 - Варианты деформации: а) с уменьшением диаметра заготовки; б) с одновременным уменьшением и увеличением диаметра заготовки; где D - диаметр исходной заготовки, D1 и d - диаметры конечной заготовки
Изделия после клиновой прокатки (рис.3) могут содержать элементы круглого сечения в виде цилиндров, конусов и сфер, прямоугольного сечения в виде лысок, а так же резьбовые участки. В них могут быть сохранены отдельные элементы сечения начальной заготовки в виде квадрата или шестигранника. К наиболее распространённым примерам таких изделий относятся, шар, шаровой палец, вал, путевой шуруп, стыковой болт.
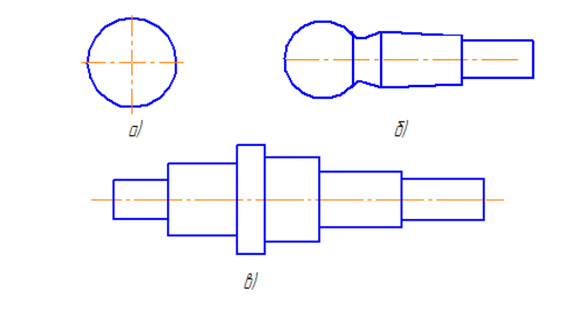

Рисунок 3 - Типовые изделия, которые можно производить методом клиновой прокатки: а) шар; б) шаровой палец; в) вал; г) путевой шуруп; д) стыковой болт
Существуют четыре основные области применения поперечно-клиновой прокатки:
- Производство заготовок для последующей штамповки.
- Применение поперечно-клиновой прокатки для предварительной формовки заготовок перед штамповкой, позволяет повысить коэффициент использования материала и производительность.
- Повышение коэффициента использования материала, при предварительной формовке заготовок перед штамповкой, достигается за счёт перераспределения материала вдоль оси заготовки, таким образом, чтобы площадь сечения заготовки, полученной поперечно-клиновой прокаткой, соответствовала площади сечения изделия после штамповки, на любом участке его длины.
- Повышение производительности достигается путём сокращения числа переходов штамповки, из которых исключаются операции предварительной формовки.
1. Производство заготовок для последующей штамповки
Наиболее распространёнными примерами применения поперечно-клиновой прокатки для последующей штамповки является производства детали «шатун», «гаечный ключ», «корпус рулевой тяги» (рис.4).

Рисунок 4 - Пример производства детали «корпус рулевой тяги» с применением клиновой прокатки и штамповки с образованием облоя: а) начальная заготовка; б) заготовка после клиновой прокатки; с) заготовка после штамповки с облоем 1
Достигнутый уровень точности поперечно-клиновой прокатки позволяет производить заготовки под последующую штамповку без облоя. Примерами являются, производство детали «шатун» (рис.5), звено транспортёра и другие.

Рисунок 5 - Пример производства детали «шатун» с применением клиновой прокатки и штамповки, без образования облоя: а) начальная заготовка; б) заготовка после клиновой прокатки; с) заготовка после штамповки
2. Производство заготовок для последующей обработки чистовым точением
Существующие технологии производства изделий круглого сечения, типа валов и осей основаны на точении из прутка либо из заготовок полученных штамповкой.
Производство изделий путём точения из прутка характеризуется высокой трудоёмкостью и низким коэффициентом использования материала. С целью повышения коэффициента использования материала, ряд изделий производят из штампованных заготовок. Производство изделий из штампованных заготовок, требует несколько проходов при точении из-за больших припусков, что значительно повышает трудоёмкость точения.
При производстве заготовок изделий методом поперечно–клиновой прокатки, в сравнении с технологией точения из прутка, достигается более высокий коэффициент использования материала и более высокая производительность. В сравнении с технологией точения из штампованных заготовок, достигается снижение трудоёмкости, за счёт уменьшения припуска на точение.
Наибольший эффект применения поперечно-клиновой прокатки взамен штамповки заготовок валов и осей достигается на изделиях 1 килограмм и выше, особенно при переходе с молотового производства. Здесь существенно возрастает производительность.
3. Производство заготовок под последующее шлифование
Достигнутый уровень развития технологии поперечно–клиновой прокатки плоским инструментом и технический уровень современного оборудования позволяют производить ряд изделий с точностью под последующее шлифование. Применение поперечно - клиновой прокатки для производства таких деталей взамен точения позволяет повысить производительность, коэффициент использования материала, сократить необходимые производственные площади.
Примеров практического применения поперечно–клиновой прокатки взамен точения, при производстве заготовок под последующее шлифование достаточно много. Но пока это достижимо только при прокатке плоским инструментом.
4. Производство готовых изделий или заготовок, не требующих дальнейшей поверхностной обработки.
Готовые изделия в виде корпуса, оси и другие, для которых клиновая прокатка обеспечивает требуемый уровень точности. При производстве таких изделий достигается максимальная эффективность применения клиновой прокатки.
Одним из преимуществ процесса поперечно-клиновой прокатки, является высокий уровень точности изделий, по отношению к другим процессам горячей деформации. Современный уровень развития оборудования технологии позволяет производить некоторые изделия в полностью или частично законченном виде, включая элементы резьбы. На (рис.6 - а) приведен пример производства детали шпиндель методом поперечно-клиновой прокатки, где поле допуска составляет 0,07 миллиметра на диаметре 8 миллиметров. Достигаемая точность и качество поверхности удовлетворяют требованиям, которые предъявляются к законченной детали. На этой детале производится резьба, соответствующая классу 8g.

Рисунок 6 - Пример производства деталей с применением клиновой прокатки: а) детали «шпиндель»; б) детали «резец»
Другим примером производство деталей без последующей обработки цилиндрической поверхности, является прокатка корпуса детали резец для роторных горных машин, где прокатанная заготовка содержит все размеры законченной детали с требуемым уровнем точности (рис.6 - б).