1. Наименование и область применения.
1.1. Установка индукционного нагрева модели IH-800 предназначена для нагрева токами высокой частоты стальных заготовок круглого сечения Ø60…120 мм, длиной до 115…350 мм. под штамповку на КГШП4000. Температура нагрева заготовок – 1200±50°С. Максимальная производительность установки по объему нагрева составляет 2000 кг/час. Темп выдачи нагретых на установке заготовок составляет 13…65 сек.
При работе индукционной установки среднее потребление электроэнергии составляет 390 кВт/тонну заготовок. Нагреватель адаптирован для нагрева заготовок полученных методом рубки параметры заготовок после рубки должны соответствовать рис. 1 и таблице №2.
1.2. Область применения нагревателя IH-800 преимущественно крупносерийное и массовое производство.
1.3. Код ТН ВЭД 8514 20 100 0.
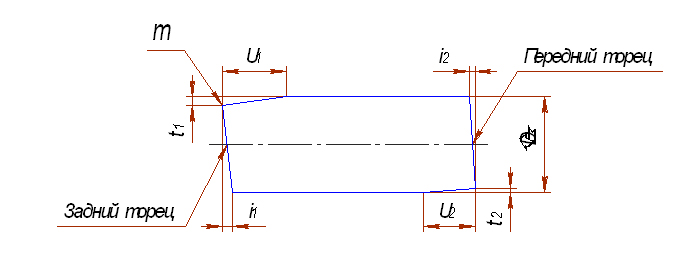
Рис 1
Размеры U1, U2, t1, t2, i1, i2 – max
2. Технические характеристики установки.
- Температура нагрева заготовок, °С - 1200±50
- Неравномерность нагрева заготовок, не более °С
• по длине - 20
• по поперечному сечению - 100
- Давление охлаждающей воды, МПа - 0,2…0,3
- Расход охлаждающей воды, м3/час* - 14
- Температура охлаждающей воды на входе, не более °С - 10…35
- Давление сжатого воздуха, МПа - 0,4…0,5
- Расход сжатого воздуха, м3/мин* - 2
- Диаметр нагреваемой заготовки, мм - 60…120
- Длина нагреваемой заготовки, мм - 115…350
- Производительность, макс
• кг/час - 2000
• шт/час - 53…327
- Темп выдачи заготовок, сек - 13…65±2
- Установленная мощность нагревателя, кВт - 805
- Номинальная мощность источника нагрева, кВт - 800
- Рабочая частота источника нагрева, Гц 1000
- Напряжение и частота питания установки, В/Гц - 3х380(400)/50
- Количество сменных индукторов - 4
- Показатель энергоэффективности установки**
(удельный расход электроэнергии), кВт•час/тонну - 390
- Габаритные размеры, мм, не более*
• длина - 5190
• ширина - 5106
• высота - 2400
- Занимаемая площадь, м2 - 26,5
- Вес установки, кг, не более - 3500…4000
3. Состав изделия и требования к конструкции установки.
Установка индукционная модели IH-800 (рис. 2) состоит из следующих основных узлов, механизмов и покупных комплектующих изделий:

Рис. 2
1. Автоматическая система загрузки бункера с опрокидывателем цеховой тары.
2. Бункер шиберный.
3. Механизм загрузки индуктора.
4. Двухрядный индуктор – 4 шт.
5. Шкаф нагревателя, согласующий преобразователь частоты и индуктор.
6. Механизм выгрузки индуктора.
7. Механизм разбраковки заготовок по температуре.
8. Пирометр.
9. Транспортер выгрузки заготовок, бракованных по температуре (Заказчика).
10. Тара для заготовок, бракованных по температуре (Заказчика).
11. Лоток для нормально нагретых заготовок.
12. Пульт управления.
13. Рабочая площадка.
14. Пневмооборудование.
15. Система охлаждения установки.
16. Преобразователь частоты.
17. Электрошкаф.
Индукционная установка модели IH-800 комплектуется:
• система управления и контроля (производство OMRON, Япония)
• пневмоаппаратура производство CAMOZZI
• корпусные части электрооборудования производство RITTAL
• тиристорный преобразователь частоты – 800 кВт производство ESTEL, Эстония
• двухрядные индукторы для нагрева заготовок Ø60…120 мм – 4 шт.
• комплект запасных индукторов Ø60…120 мм – 4 шт.
• комплект запасных частей на гарантийный срок работы
• кабельная продукция для электроразводки между составными частями установки
• элементы системы охлаждения между составными частями установки
• комплект упаковки для транспортировки установки
• монтажные части для крепления узлов установки к фундаменту
• эксплуатационная документация на русском языке в электронном виде и на бумажных носителях, в которую входит:
- руководство по эксплуатации, обслуживанию и ремонту
- план размещения установки в цеху заказчика с указанием точек подвода энергоносителей
- план подключения электроэнергии, охлаждающей воды и сжатого воздуха
- план фундамента установки с закладными деталями, чертежами закладных деталей
- программа и методика испытаний
- схема электрическая с перечнем элементов
- руководство по эксплуатации на контроллер
- руководство по программированию контроллера
- программа для управляющего контроллера
- схема пневматическая с перечнем элементов
- схема системы охлаждения установки
- карта обслуживания установки
- комплект чертежей на запасные и быстроизнашиваемые детали и узлы
- комплекты рабочих чертежей индукторов
- руководство по эксплуатации преобразователя частоты
- документация, паспорта на покупные комплектующие изделия
В связи с косыми торцами заготовок после рубки рис. 1, во избежание дыбления заготовок, в индукционной установке модели IH-800 применена система плавной загрузки заготовок в индуктор рис. 3.
Работа узла загрузки разделяется на три этапа:
1. Перемещение полученной с транспортера заготовки поз. 1 к столбу заготовок поз. 2, находящихся в индукторе на максимальной скорости.
2. Плавное касание столба заготовок и начало движение всего столба на минимальной скорости.
3. Повышение скорости движения столба.
Место касания заготовки столба из заготовок настраивается перемещением датчика поз. 3, начальное положение – датчиком поз. 4, величина хода – датчиком поз. 5. Для предохранения дыбления столба из заготовок, узел имеет настраиваемую на диаметр заготовки «крышу» поз. 6, расположенную в непосредственной близости от индуктора. Привод механизма загрузки индуктора осуществляется от пневматического цилиндра. Толкатель заготовок поз. 7 закреплен на каретке поз. 8, перемещающейся по направляющим качения.
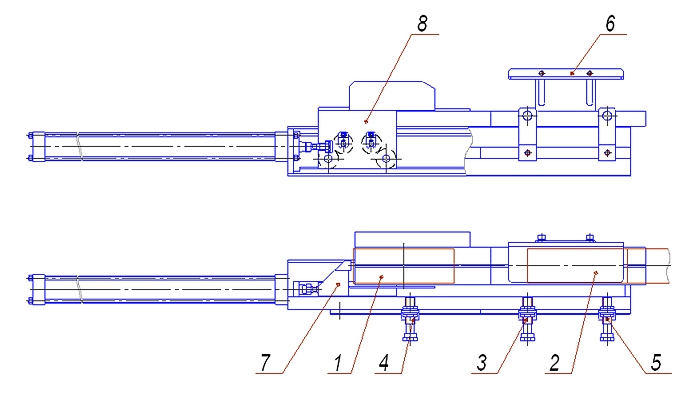
Рис. 3
В целях сокращения производственных площадей индукционный нагреватель выполнен с системой подачи и нагрева заготовок в два ряда.
Индукционная установка обеспечивает равномерный нагрев заготовок в индукторе до необходимой температуры (неравномерность нагрева заготовок по длине не более 20°С, по поперечному сечению – не более 100°С) и с необходимой производительностью. Для нагрева заготовок Ø60…120 мм, длиной 115…350 мм, с параметрами после рубки рис. 1 и таблица №2 и с необходимой производительностью, применяются двухрядные индукторы проходного типа длинной 1640 мм. Для нагрева всего диапазона заготовок применяется 4 индуктора:
- индуктор №1 – для нагрева заготовок Ø60…70 мм;
- индуктор №2 – для нагрева заготовок Ø75…85 мм;
- индуктор №3 – для нагрева заготовок Ø90…100 мм;
- индуктор №4 – для нагрева заготовок Ø110…120 мм.
Нагрев заготовок в индукторе осуществляется вдоль оси заготовок, в два ряда. Направляющие салазки индукторов выполнены в виде трубок из нержавеющей стали, охлаждаемые водой. Тепловая защита активных витков индуктора применена собственного производства. Индукторы имеют сливной и напорный коллекторы, габаритные и присоединительные размеры всех индукторов одинаковы. На спиралях индукторов установлены датчики, контролирующие температуру нагрева спиралей. Предусмотрена регулировка температуры нагрева заготовок с пульта управления в пределах 1200±50ºС .
Энергопитание индуктора производится от тиристорного преобразователя частоты (ТПЧ) со встроенным теплообменником:
• выходная мощность генератора – 800 кВт;
• частотный диапазон на выходе – 1000 Гц;
• выходное напряжение – 800 В;
• напряжение питания – 3х380(400)В, 50Гц.
Общие технические требования к электрооборудованию установки – по ГОСТ МЭК 60204-1-2002. Степень защиты электрошкафов, пульта управления – IР51 по ГОСТ 14254-96. Применены корпусные изделия производства RITTAL:
• электрошкаф имеет панель площадью не менее 1,6 м2;
• центральный пульт управления – поворотный, установлен на шкафу нагревателя;
• сигнальная стойка, включающая в себя светофор с 3-мя секциями и сирену;
• распределительные коробки.
Стоповая кнопка установлена на пульте управления.
Система управления индукционной установки модели IH-800 обеспечивает:
- контроль работы установки по заданным параметрам;
- индикацию основных параметров работы установки и основного оборудования;
- управление и контроль преобразователем частоты;
- контроль протока и температуры охлаждающей воды;
- двухконтурное охлаждение преобразователя частоты дистиллированной водой;
- контроль величины напряжения и мощности, входных и выходных параметров преобразователя частоты;
- учет количества нагретых заготовок;
- защиту от сваривания заготовок в индукторе;
- разбраковку заготовок по температуре нагрева;
- защиту катушек индуктора от перегрева;
- 100% контроль температуры нагрева заготовок;
- автоматическое управление температурой нагрева заготовок в заданном оператором интервале;
- регулировку температуры нагрева заготовок с выводом на дисплей пульта управления;
- плавную подачу заготовок в индуктор;
- управление установкой с центрального пульта управления;
- безопасность работы оператора.
4. Условия эксплуатации.
4.1. Условия эксплуатации установки – УХЛ-4 по ГОСТ 15150.
4.2. Эксплуатация в кузнечном производственном цеху в двух-, трехсменном режиме.
4.3. Место установки – на существующий пол цеха, представляющий собой бетонное покрытие толщиной 300 мм.
4.4. Все составные части установки крепятся к полу цеха анкерными зажимными болтами и прихватами силами Поставщика оборудования. Крепежные элементы установки (анкерные болты, гайки, шайбы, прихваты) входят в комплект поставки нагревателя.
4.5. В случае применения в технологическом процессе замасленных заготовок, в помещении, где устанавливается индукционная установка, должна быть установлена вытяжная вентиляция. Вытяжная вентиляция подводится к входу и выходу индуктора с целью удаления копоти от сгораемого масла или СОЖ.
4.6. Преобразователь частоты устанавливается в техническом подвале с малой запыленностью атмосферы. Глубина технического подвала составляет 6000 мм.
4.7. Размещение установок в цеху Заказчика приведено в приложении №2.
4.8. Техническое обслуживание должно проводиться периодически в соответствии с графиком ППР.
4.9. К работе на установке должен допускаться специально подготовленный персонал средней квалификации.
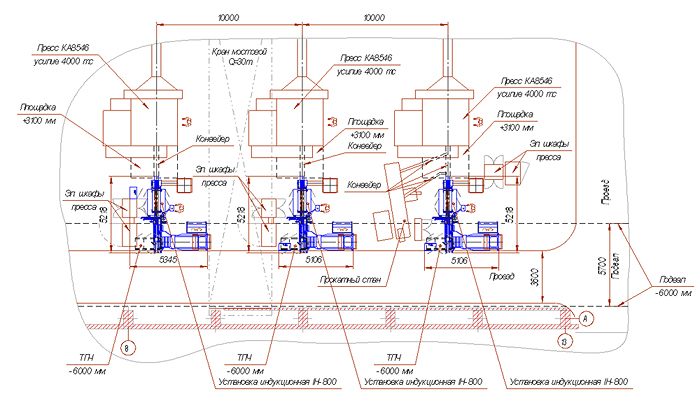
Рис. 4