Cross wedge rolling system renders possible to manufacture products having round section 1 (fig. 1), hex-shaped 2 or square section 3 and also of tube 4. As a result of rolling the initial shape is changed into sphere 5,6.

Figure 1 - 1, 2, 3, 4 - initial section of the billet; 4, 5 - final section
In the process of cross wedge rolling (fig. 2) billet section is transformed into smaller round profile or vice versa. Rolling with enlargement of the diameter is called gathering rolling.

Figure 2 - Types of distortion: a) diameter decreasing; b) simultaneously decreasing and increasing of diameter; D - initial diameter, D1 and d - final diameters
Rolled items (fig.3) may preserve round section in form of cylinders, cones and rectangular section spheres as also thread. They may preserve individual elements of initial section of the billet in form of square or hexagon. The most commonly encountered are ball, ball pin, shaft, screw spike, fish bolt.
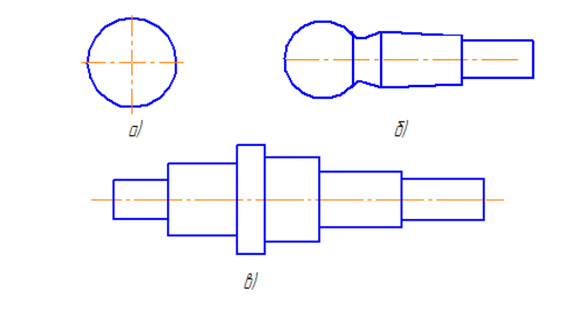

Figure 3 - typified products manufactured by cross wedge rolling: a) ball; b) ball pin; c) shaft; d) screw spike; e) fish bolt
There are four major areas of cross wedge rolling application:
- Manufacture of preforms for further press operation.
- Application of cross wedge rolling for premoulding before pressing provides increase of material utilization and productivity.
- Increase in efficiency is achieved by reducing the number of pressing steps.
1. Preforms for further pressing
The most common examples are connecting rod, wrench, steering rod (fig.4).

Figure 4 - an example of steering rod part manufacturing by cross wedge rolling and further pressing with flashes: a) initial billet; b) preform after wedge rolling; c) blank after pressing with flash 1
Achieved cross wedge rolling accuracy level provides producing preforms for further flashless pressing. The examples are connecting rod (fig.5), conveyor unit etc.

Figure 5 - an example of connecting rod manufacture by means of cross wedge rolling and pressing without fins: a) initial billet; b) preform after wedge rolling; c) finished part after press operation
2. Manufacture of for further finish turning operation
Cross wedge rolling provides higher material utilization and production output as well as increasing of efficiency by reducing allowance for turning.
Maximum effect of cross wedge rolling application is attained when machining workpieces of 1 kilogram and higher.
3. Manufacture of preforms for further grinding
Attended level of cross wedge rolling development allows to manufacture preforms for further grinding. Cross wedge rolling application provides increasing stock usage, production output and reducing working facilities.
There is a lot of examples of using cross wedge rolling instead of turning before grinding. However, for the present it is only possible by means of flat tool.
4. Manufacture of finished products or articles which do not require further surface.
Cross wedge rolling provides required accuracy level to finished products as body, axis etc. Maximum efficiency of cross wedge rolling process is obtained when machining such products.
One of the main advantages of cross wedge rolling is higher level of product accuracy compared to the other hot deformation processes. The modern level of technological equipment development allows to manufacture some articles in their completely or partially finished form, including screw thread elements. Fig. 6a provides an example of the “spindle” part manufactured using the cross wedge rolling method, where the tolerance limit is 0,07 mm at 8mm diameter. The accuracy and quality of the surface obtained meet the requirements of the finished part. Screw thread corresponding to 8g class is made on this part.

FIgure 6 – Example of parts manufactured using cross wedge rolling: ?) «spindle» part; ?) «cutter» part
Other example of parts manufactured without further cylindrical surface treatment is rolling of the rotary mining machine cutter shell where the rolled preface contains all the dimensions of the finished part with required accuracy level. (fig.6 – b).
Therefore, the cross wedge rolling technology could have two applications: to manufacture prefaces of the solids of relolution and to manufacture prefaces for further stamping.